


How to Choose the Right Rotary Kiln for High-Temperature Processing?
High-temperature processing is at the heart of some of the world's most essential industries — from cement and lime production to metallurgical calcination, hazardous waste treatment, and advanced ceramics manufacturing. In all of these applications, the rotary kiln is the equipment of choice, providing continuous, reliable thermal processing at temperatures ranging from 900 °C to over 1,450 °C.

But choosing the right rotary kiln for a high-temperature application is not a simple task. The wrong selection can result in premature refractory failure, excessive fuel consumption, inconsistent product quality, or a kiln that cannot reach the temperatures your process demands. These problems translate directly into lost production, higher operating costs, and reduced profitability.
This guide explains the key factors engineers and project managers must consider when selecting a rotary kiln for high-temperature applications — covering kiln configuration, refractory design, combustion systems, atmosphere control, mechanical design, and total cost of ownership.
1. Define Your Temperature Requirements First
The single most important starting point for kiln selection is a clear definition of your operating temperature range. High-temperature rotary kiln applications span a wide spectrum:
Your required temperature determines virtually every subsequent design decision — refractory type, shell material, burner selection, seal design, and atmosphere control. A kiln designed for 1,000 °C lime calcination cannot simply be "turned up" to 1,400 °C for cement clinkerization without fundamental changes to its construction.
Key questions to answer:
- What is the maximum sustained temperature in the burning zone?
- What is the temperature profile along the kiln length (preheat zone → burning zone → discharge)?
- Are there any exothermic reactions that could create localized hot spots above the target temperature?
- Does the process require tight temperature tolerance (±20 °C) or is a wider range acceptable?
2. Choose the Right Kiln Configuration
High-temperature rotary kilns are available in several configurations, each suited to different applications and capacity requirements.
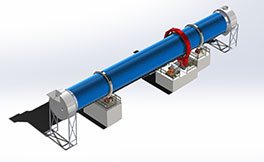
2.1 Long Dry Kiln (No Preheater)
- Description: Raw material enters directly into a long rotary kiln (L/D 30–40:1) without any preheating system
- Temperature capability: Up to 1,450 °C
- Best for: Small-scale operations, applications where feed material cannot be preheated (e.g., sticky or variable materials), legacy installations
- Drawback: High fuel consumption due to lack of heat recovery; longer kiln = higher capital cost
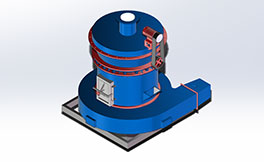
2.2 Kiln with Vertical Preheater
- Description: A vertical preheater tower at the kiln tail uses exhaust gas to preheat feed to 800–900 °C before kiln entry
- Temperature capability: Up to 1,300 °C (lime, dolomite)
- Best for: Lime production, dolomite calcination, applications where feed is granular (40–100 mm lumps)
- Advantage: 20–30% fuel savings vs. long dry kiln; shorter kiln required
2.3 Kiln with Grate Preheater (Lepol)
- Description: Feed is pelletized and pre-calcined on a traveling grate before entering a shorter kiln
- Temperature capability: Up to 1,450 °C (cement)
- Best for: Cement production with high-moisture raw materials; applications requiring uniform product size
- Advantage: Low dust emissions; fuel efficiency comparable to preheater kilns
2.4 Suspension Preheater Kiln (SP)
- Description: Dry feed is preheated in a tower of cyclone heat exchangers (typically 4–5 stages) using kiln exhaust gas
- Temperature capability: Up to 1,450 °C
- Best for: Cement production up to ~3,000 TPD
- Advantage: Excellent heat recovery; specific heat consumption ~750 kcal/kg clinker
2.5 Precalciner Kiln (NSP)
- Description: A suspension preheater kiln with an added flash furnace (precalciner) that handles 30–50% of total fuel input
- Temperature capability: Up to 1,450 °C
- Best for: All modern cement plants above 1,000 TPD
- Advantage: 50–70% more capacity than an SP kiln of equal diameter; lower refractory wear in the burning zone; fuel flexibility
Configuration Selection Guide
3. Select the Right Refractory Lining
Refractory lining is the most critical — and most frequently replaced — component of a high-temperature rotary kiln. The refractory must withstand extreme heat, chemical corrosion, abrasion, and thermal cycling — simultaneously. Getting the refractory specification wrong is the fastest path to chronic operational problems.
3.1 Refractory Zones and Material Selection
A high-temperature rotary kiln typically has 3–5 distinct refractory zones, each requiring different materials:
3.2 Single-Layer vs. Dual-Layer Refractory Design
One of the most impactful refractory engineering decisions is whether to use a single-layer or dual-layer lining:
Single-layer design: One thickness of working refractory brick (e.g., 200 mm of magnesia-chrome brick).
Dual-layer design: A working brick layer plus an insulating backup layer (e.g., 150 mm of magnesia-chrome brick + 65 mm of insulating firebrick).
Research presented at UNITECR 2013 demonstrated that the dual-layer design reduces external heat loss by 57.8% compared to the single-layer design in the same kiln. Additional findings:
- In the single-layer design, external heat loss increases exponentially as the lining wears — a 45 mm reduction in lining thickness increased heat loss by ~30%
- In the dual-layer design, the insulating backup layer is unaffected by wear, so heat loss increases by only ~11% under equivalent wear conditions
- The dual-layer design also reduces kiln shell temperature, resulting in less thermal expansion (5.3 cm less linear expansion in the case study), lower stress on gears and bearings, and extended shell life
Recommendation: For any high-temperature kiln operating above 1,100 °C, the dual-layer refractory design is strongly recommended. The additional refractory cost is recovered many times over through energy savings and extended lining life.
3.3 Refractory for Special Chemical Environments
Some high-temperature processes create chemically aggressive environments that require specialized refractory:
3.4 Refractory Installation and Curing
Even the best refractory specification will fail prematurely if installed or cured incorrectly:
- Brick laying tolerance: Shell-to-brick clearance must be controlled within ±3 mm to prevent differential expansion stresses
- Mortar application: Dry-pressed refractory bricks should be laid with thin refractory mortar joints (1–2 mm); thicker joints reduce lining strength
- Anchoring: Castable refractory sections (kiln hood, nose ring) must be properly anchored with V-type or Y-type anchors welded to the shell
- Heat-up protocol: The initial refractory heat-up must follow a carefully controlled temperature ramp (typically 50–80 °C/hour) to allow gradual moisture removal and thermal expansion. Rushing the heat-up is the most common cause of premature refrailure failure
- Shutdown protocol: Controlled cool-down is equally important — rapid cooling causes thermal shock cracking
4. Design the Combustion System for Your Temperature Range
The burner and combustion system must be capable of reliably achieving and maintaining your target temperature. For high-temperature applications (above 1,100 °C), this requires careful engineering.
4.1 Burner Types
For high-temperature processing, a multi-channel burner is the industry standard. It provides:
- Independent control of primary air, fuel, and (optionally) secondary air streams
- Adjustable flame shape — long/short, narrow/wide — to match the kiln's thermal profile
- Multi-fuel capability — coal, natural gas, heavy oil, or alternative fuels can be fired simultaneously
- Low NOx formation through staged combustion and flame temperature control
4.2 Fuel Selection
Your fuel choice directly affects achievable temperature, operating cost, and emissions:
4.3 Combustion Air Management
At temperatures above 1,100 °C, combustion air management becomes critical:
- Primary air (10–15% of total): Delivered through the burner at ambient or slightly elevated temperature
- Secondary air (70–85% of total): Hot air from the clinker cooler (typically 600–1,000 °C) entering the kiln through the kiln hood — this is the primary heat recovery mechanism in cement and lime kilns
- Tertiary air (for precalciner kilns): Hot cooler air diverted to the precalciner via a separate duct
The proportioning of primary, secondary, and tertiary air directly affects flame temperature, NOx formation, and overall kiln thermal efficiency. A well-designed combustion system recovers 60–70% of the clinker's sensible heat through the cooler air system.
5. Consider Atmosphere Control
For some high-temperature applications, the atmosphere inside the kiln is as important as the temperature:
5.1 Oxidizing Atmosphere
- Standard for: Cement, lime, iron ore pelletizing, most calcination processes
- How: Excess air (3–6% O₂ in exhaust) ensures complete combustion and full oxidation of the material
- No special equipment required beyond standard combustion control
5.2 Reducing Atmosphere
- Required for: Zinc oxide production (carbothermic reduction), certain metallurgical processes, iron ore direct reduction
- How: Carbon reductant (coke, coal) mixed with the feed material consumes oxygen inside the kiln, creating a locally reducing gas phase
- Design implications: Gas sealing at kiln ends becomes critical; oxygen monitoring is essential; burner must operate efficiently with limited excess air
5.3 Inert Atmosphere
- Required for: Steel turnings calcination with high oil content (nitrogen inerting), certain catalyst processing, specialty ceramics
- How: Nitrogen gas is injected into the kiln to maintain oxygen levels below 2–5%
- Design implications: Fully sealed kiln ends; nitrogen supply system; continuous O₂ monitoring with automated shutdown interlocks
5.4 Vacuum or Low-Pressure Operation
- Required for: Some specialty metallurgical processes
- Note: True vacuum operation is not feasible in rotary kilns due to the inherent air leakage through seals. However, slightly sub-atmospheric (negative pressure) operation is standard for most kilns and is sufficient for most processes.
6. Mechanical Design for High-Temperature Service
High-temperature operation places extreme demands on the mechanical components of the rotary kiln. Several design considerations become critical above 1,100 °C:
6.1 Shell Material and Thickness
- Shell material: Q345B (Chinese standard) or ASTM A516 Gr.70 minimum for high-temperature service. For kilns operating above 1,300 °C, consider Q345C or Q345D with guaranteed impact toughness at low temperatures (for startup/shutdown conditions).
- Shell thickness: Must increase in the burning zone to account for thermal stress, creep, and potential shell hot-spot corrosion. Typical thicknesses:
- Preheat zone: 16–20 mm
- Transition zone: 20–25 mm
- Burning zone: 25–40 mm (for kilns above φ3.0 m, up to 50 mm)
- Discharge zone: 25–32 mm
6.2 Shell Temperature Monitoring
For any kiln operating above 1,100 °C, a kiln shell infrared temperature scanner is not optional — it is essential. This system continuously monitors the shell surface temperature around the full circumference, detecting:
- Hot spots indicating refractory failure (the most critical warning — a refractory failure can burn through the shell within hours if undetected)
- Cold spots indicating material buildup (ring formation) inside the kiln
- Temperature trends that predict refractory wear and schedule maintenance proactively
Modern scanners provide real-time alarm functions that automatically alert operators when shell temperature exceeds safe limits.
6.3 Seal Design
At high temperatures, the seals at the kiln head and kiln tail must withstand thermal expansion, dust exposure, and gas leakage:
For high-temperature kilns (> 1,100 °C), ceramic fiber labyrinth seals are the industry standard. They accommodate thermal expansion and shell movement while minimizing cold air infiltration and hot gas leakage.
6.4 Girth Gear and Drive Design
High-temperature operation affects the girth gear through thermal radiation from the shell:
- Shell-to-gear heat transfer: The shell surface near the girth gear can reach 200–350 °C in high-temperature kilns, heating the gear by conduction and radiation
- Thermal distortion: Differential heating can cause slight warping of the girth gear, leading to uneven tooth meshing and vibration
- Design mitigation: Use a floating gear mounting (with spring spacers between the gear and shell) to accommodate differential expansion; specify gear material with good high-temperature mechanical properties; ensure adequate lubrication with high-temperature gear grease
7. Exhaust Gas Treatment for High-Temperature Processes
High-temperature kilns produce exhaust gases that require treatment before atmospheric discharge. The treatment requirements vary by application:
For all high-temperature applications, the bag filter must be rated for the maximum exhaust gas temperature — typically 200–250 °C for continuous operation. If the exhaust temperature can exceed the filter bag rating (e.g., during a kiln upset), a temperature protection system (cold air dilution damper or emergency water spray) must be installed upstream.
8. Evaluate Total Cost of Ownership — Not Just Purchase Price
The purchase price of a high-temperature rotary kiln represents only 10–20% of the total cost of owning and operating it over 20 years. The dominant lifecycle costs are:
Where to Invest (and Where Not to Cut Corners)
9. Quick Selection Checklist
Why Choose Henan Hongke Machinery?
Henan Hongke Heavy Machinery Co., Ltd., based in Henan Province, China, designs and manufactures rotary kiln systems for high-temperature applications across cement, lime, magnesium, zinc oxide, metallurgical, and environmental industries.
What sets us apart for high-temperature kiln projects:
- Application-specific engineering — every kiln is designed for the client's specific temperature, material, fuel, and atmosphere requirements
- Premium refractory design — we specify and supply optimized refractory systems (single-layer and dual-layer) tailored to each application's thermal and chemical environment
- In-house manufacturing — all major components (shell, girth gear, tires, supports, seals) fabricated and machined in our own facility with full quality control
- Complete system supply — from preheater through kiln, cooler, burner, and gas treatment as an integrated package
- High-temperature expertise — proven track record delivering kilns for cement (1,450 °C), lime (1,250 °C), zinc oxide (1,200 °C), magnesium (1,250 °C), and hazardous waste (1,200 °C) applications
- Global project experience — installations across Asia, Africa, the Middle East, and South America
Have a high-temperature processing application? Contact us with your temperature, material, capacity, and product requirements — our engineering team will recommend the optimal kiln solution.




